




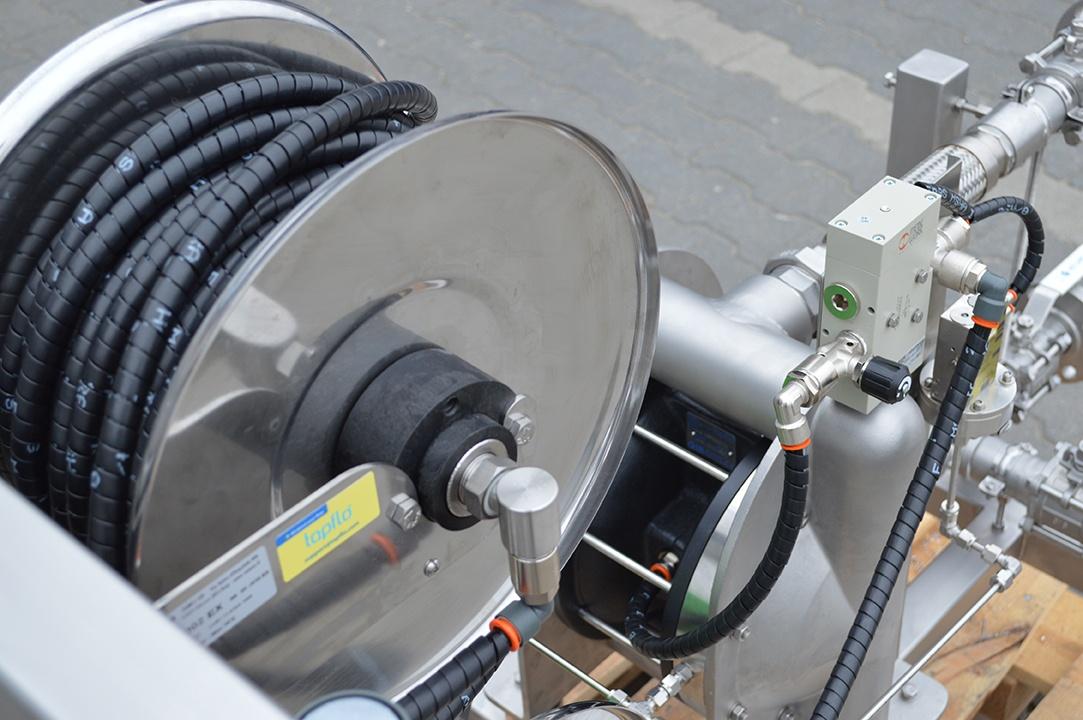
Metal Diaphragm Pump with Guardian system (pump diaphragm failure monitoring), pneumatic hose reel and grounding cable reel, arranged for the final customer, a company specialized in chemical manufacturing and bulk liquid terminal services.
This customized mobile pump unit was designed for tanker unloading and chemical transfer of Carbon Disulfide. To reduce cost of the transportation (from Europe to Australia), unit fits standard pallet: it is equipped with detachable handle as well as suction and drain valves. During the design process Tapflo ETO (Engineering To Order) team was focused on ease of operation and flawless work in hazardous zones (ATEX) which was perfectly executed.
The pump itself represents several safety features by design. First of all, the stainless steel pump is ATEX rated which means it can be safely used in zone 1 hazardous area without risk of generating potential ignition sources. What is more, the pump is equipped with a double diaphragm system. This is the most sophisticated system that can be adopted to almost all Tapflo AODD pumps. It is fully pneumatic and ATEX rated. The double diaphragm system allows to stop the pump instantly after a diaphragm rapture therefore protecting not only the pump interiors and the pumped product form going to waste but also the area around the pump from contamination.
Should you need similar solution or tailored to your specific needs please contact us at sales@tapflo.com or contact your local Tapflo dealer: http://tapflo.com/en/contact
Related materials |
|
Product brochures: |
| Air operated Diaphragm pumps |
Next Case study
CTH for the distillery industry
Tapflo CTH (Centrifugal hygienic pump) mounted on troll S268X (industrial trolley) for a final customer for the distillery industry.